Существенной особенностью задания исходных данных является использование буквенно-цифрового номера детали и наименования детали в составе изделия, что соответствует ее реальному представлению в конструкторской документации.
Библиотека типовых изделий
Программа позволяет описать библиотеку типовых изделий и использовать их в дальнейшем при формировании заказов для раскроя. Вы сможете в десятки раз сократить время на ввод исходных данных для раскроя - несколько команд и заказ готов к раскрою.Оклейка кромок деталей
Для деталей можно указать оклеиваемые кромки. При этом поддерживается произвольное количество марок материала для оклейки кромок. Введенная информация используется для расчета количества и стоимости материала на заказ.При раскрое стекла или металла эта функция не менее полезна! Точно также можно учитывать шлифовку кромок деталей для стекла или разделку кромок под сварку для металла.
Оптимальный раскрой
Автоматический раскрой материала производится с учетом технологических и организационных параметров производства. Параметры позволяют установить: ширину реза, обрезку края листа, учет сквозных резов, тип раскроя, минимальное расстояние между пилами и пр.Уникальный набор настраиваемых параметров - это отличительная особенность программы Астра Раскрой .
При ручном редактировании карт обеспечивается ряд функций быстрой и точной корректировки раскроя: размещение группы деталей на ширину реза, выравнивание по общей базе, сдвиг до упора и др. При этом поддерживается отмена выполненных операций, позволяющая восстановить предыдущее состояние карты раскроя, и масштабирование окон документа.
Полный учет мерных остатков после раскроя
Расчет остатков после раскроя производится как автоматически, так и в режиме диалога. В зависимости от установленных параметров, остатки автоматически раскраиваются в следующих заказах. При работе со списком остатков, их можно добавлять, удалять, сортировать или фильтровать по любому из признаков: размеры, марка материала, волокна.Вся документация по заказу
Для каждой карты раскроя формируется полный комплект технологической документации - эскиз и спецификация, включающие необходимую информацию для изготовления деталей и учета произведенных работ. Печать карты раскроя производится в любом масштабе, установленном пользователем, и в любой ориентации листа. Можно также установить вывод нескольких карт раскроя на один печатный лист. Кроме того, формируется следующая документация: спецификации заказа, ведомость наличия материала, спецификация оклейки кромок деталей, счет произведенных работ и материалов по заказу, этикетки для маркировки деталей.Постпроцессоры для раскроечных станков с ЧПУ
Кроме того
Импорт данных из программы проектирования мебели
Отличный способ в трехмерном виде воплотить свои конструкторские идеи - это воспользоваться . За несколько минут Вы разработаете проект и так же легко раскроите его в программе Астра Раскрой.Программа для раскроя листового металла FieryCut включает весь комплекс функций технологии резки листа на любом режущем оборудовании с ЧПУ. Автоматический оптимальный раскрой металла сокращает расходы на сырье и во много раз повышает производительность труда технолога. Программа поставляется с постпроцессором для любого режущего оборудования с ЧПУ. Таким образом можно подключить оборудование, даже при отсутствии опытных специалистов . Мы реализуем также дополнительные требования, специфические для данной организации или оборудования.
Пользователь создает только контуры деталей. К онтроль геометрии, экономный раскрой металлического листа и формирование управляющих программ для станков с ЧПУ выполняется автоматически средствами FieryCut.
CAD/CAM система FieryCut состоит из трех модулей:
- Создание геометрии деталей;
- Раскрой листа (оптимальное размещение контуров деталей на листе);
- Генерация управляющей программы.
Геометрия деталей
FieryCut в отличие от других аналогичных приложений включает контроль геометрии, ускоряющий поиск ошибок. С помощью модуля Геометрия деталей пользователь создает контуры деталей (заготовок) на основе созданной в AutiCAD геометрии, включающей отрезки, полилинии, дуги и окружности.- Автоматическое создание контуров заготовок из отрезков, дуг, окружностей и полилиний;
- Поддержка неограниченной вложенности контуров;
- Поддержка незамкнутых контуров и текста;
- Автоматический контроль геометрии в процессе создания контуров, облегчающий исправление ошибок;
- Расчет площади поверхности и массы заготовок;
- Импорт геометрии в формате DWG/DXF;
- Сохранение информации о контурах в файле DWG.
Раскрой листа
FieryCut реализует автоматический раскрой металлического листа с высоким коэффициентом использования материала (КИМ) .Работа начинается с формирования задания, в котором пользователь указывает размеры листов или вызывает DWG файл произвольного делового отхода, а также формирует список деталей.
Основные функции модуля "Раскрой листа":
- Автоматическое размещение деталей на листах любой формы с заданным расстоянием между контурами;
- Размещение деталей внутри отверстий и пазов других деталей, если приобретена опция "Фигурный раскрой" (см. рис. справа);
- Учет приоритета размещения;
- Учет разрешения на поворот, включая задание допустимого угла поворота;
- Редактирование размещения деталей (перенос, поворот, добавление, удаление);
- Формирование отчета о размещенных деталей и КИМ по каждому листу.
Инструкция (формат PDF )
|
Комплектации FieryCut |
|||||
| FieryCut-C | FieryCut-R | FieryCut-RC | FieryCut-A | FieryCut-полная | |
| Геометрия деталей | |||||
| Прямоугольный раскрой | |||||
| Фигурный раскрой | |||||
| Генерация упр.программы | |||||
| Стоимость для СНГ, (руб.) | |||||
ООО "Хайтек" (Ярославль) является единственным дистрибьютором FieryCut на территории России.
Программа предназначена для комплексного решения задач раскроя листовых материалов. Она сочетает возможности системы подготовки управляющих программ с функциями организации производственного процесса. Подход к решению, использованный в программе, суммирует опыт работы ряда предприятий, эксплуатирующих машины термической резки.
Использование базы данных
Программа объединяет традиционные средства программирования обработки Техтрана с базой данных. На базу данных возлагается не только задача управления различными данными, но и управление работой системы в целом, поскольку объектами базы данных являются и программы раскроя листов. Прежде всего, в базу данных заносятся детали, которые могут быть импортированы из другой системы, построены средствами Техтрана или созданные на основе макросов.
Создание деталей на основе макросов
В ходе работы с программой в условиях производства постепенно выделяется ряд типовых деталей, отличающихся размерами и наличием или отсутствием некоторых вспомогательных элементов. Такие типовые детали удобно хранить в библиотеке в параметризованном виде и использовать при создании реальных деталей, задавая фактические значения параметров. Программа позволяет при создании детали в базе данных использовать параметризованные детали. Ввод параметров деталей осуществляется в диалоговом окне. Пользователи имеют возможность разрабатывать макросы, описывающие геометрию и, при необходимости, обработку типовых деталей. Также имеется возможность задавать описание параметров для настройки диалогового окна и контроля вводимых данных.

Исправление не корректной геометрии при импорте DXF файлов.
В системе реализована возможность настраивать точность сопряжения контуров при импорте DXF файлов. Точность сопряжения – расстояние, в пределах которого допустимо несовпадение исходных сегментов, устраняемое при их преобразовании в контуры. Точность сопряжения оказывает влияние на то, будут ли объединены в один контур близко расположенные сегменты или нет. Если граничные точки сегментов не совпадают, но расстояние между ними находится в пределах точности сопряжения, такие сегменты сопрягаются (объединяются в единый контур). Сегменты сопрягаются за счёт их продолжения, усечения или смещения конечных точек – в зависимости от взаимного расположения сегментов:
а) Усечение сегментов.
б) Продление сегментов.
в) Смещение сегментов «Короткие» сегменты (имеющие длину меньше точности сопряжения) устраняются.
После удаления «короткого» сегмента производится сопряжение соседних сегментов. Сегменты (или части сегментов), которые накладываются друг на друга в пределах точности сопряжения, объединяются. Детали удобно просматривать одновременно со списком всех деталей. Для управления деталями и другими объектами базы данных в Техтране предлагается единый наглядный механизм, использующий две панели. Такой подход позволяет производить действия над объектами базы данных из списка (создание, удаление, редактирование и просмотр параметров) и одновременно видеть на соседней панели графическое представление элементов списка (деталей, листов, раскроев листов и т.п.). Кроме этого, наличие двух панелей делает удобной работу с объектами, включающими в свою очередь другие объекты. Так, например, раскрой листа содержит детали. Чтобы организовать просмотр деталей, относящихся к различным раскроям листов, в одной панели можно отобразить список раскроев листов, а на другой - список деталей, размещенных на конкретном листе.

Задание на раскрой
Программа организует взаимодействие различных объектов, задействованных в процессе раскроя листового материала. Из деталей, которые необходимо изготовить, формируется задание на раскрой. Затем в задание на раскрой включаются листы для изготовления деталей. Программа обеспечивает возможность автоматического и ручного размещения деталей задания на раскрой на листах. При этом программа отслеживает количество неразмещенных деталей и возможность изготовления детали из выбранного листа.
Автоматическое размещение деталей на листе
В режиме автоматического размещения программа укладывает детали задания на листы оптимальным образом. Требующиеся дополнительные листы могут быть автоматически взяты со склада. Программа позволяет также автоматически разместить отобранные детали на конкретном листе. При этом выдерживаются заданные расстояния до края листа и между деталями. Стратегия автоматического размещения обеспечивает весьма высокий коэффициент использования материала. Пользователь имеет возможность подобрать оптимальное соотношение между качеством размещения деталей и временем расчета. При автоматическом размещении задается способ уплотнения деталей на листе, заполненном не целиком. Это влияет на форму и пропорции делового отхода с учетом специфики его дальнейшего использования. Управление выбором деталей для заполнения отверстий позволяет задействовать для размещения в пустотах внутри деталей более мелкие или более крупные детали или же вовсе не заполнять отверстия.

Ручное размещение деталей на листе
Предусмотрен ручной режим размещения деталей на листе. В этом режиме деталь выбирается из списка неразмещенных деталей задания на раскрой и укладывается на лист, а затем перемещается на свободное место средствами графического редактора. Имеются также средства точного контроля взаимного расположения объектов. Сочетание автоматического и ручного размещения деталей дает возможность выгодно использовать преимущества каждого режима для наиболее эффективной работы.
Контроль перемещения деталей
В режиме ручного размещения программа берет на себя ряд полезных функций. К их числу относятся различные способы перемещения деталей с соблюдением требуемых расстояний между деталями и между деталями и краем листа, а также возможность располагать детали вплотную друг к другу.
Строгий контроль перемещения деталей. Включение этой функции позволяет перемещать детали по листу на экране монитора, как реальные предметы, для которых другие детали и край листа являются непреодолимым препятствием.
Предупреждающий контроль перемещения деталей. При предупреждающем контроле перемещение деталей не ограничивается свободной областью листа. Однако при попадании в зону перекрытия с другими объектами происходит диагностирование недопустимого расположения путем изменения цвета перемещаемой детали.
Перемещение деталей до упора. Эта функция дает возможность прижать деталь вплотную к самому краю свободной области листа. Иными словами, при данной операции происходит перемещение детали в некотором направлении до тех пор, пока она не упрется в деталь или край листа.
Копирование деталей вплотную друг к другу.
При копировании деталей в этом режиме автоматически определяется расстояние, на которое может быть перемещена деталь в заданном направлении, чтобы детали располагались вплотную друг к другу.
Совмещение сторон деталей позволяет сориентировать детали таким образом, чтобы совместить их выбранными сторонами.
Выравнивание деталей по прямой. Такая возможность полезна при расположении деталей под обработку сквозным резом.
Программирование обработки
После того, как детали размещены на листе, программируется обработка. В простейшем случае достаточно последовательно указать обрабатываемые контуры деталей. Программа строит траекторию движения инструмента с учетом необходимых поправок, формирует подходы, отходы и вспомогательные перемещения инструмента, команды включения и выключения резака, подачи, коррекции и т.д.
Подход и отход. Предусмотрена возможность разнообразной настройки способов подхода к обрабатываемому контуру (по прямой, по дуге, по нормали, по касательной и т.п.), выбора точки подхода (автоматически или явно) и режимов работы резака на различных стадиях обработки.
Перемычки. На контуре детали могут быть выделены непрорезаемые участки - перемычки. При построении траектории программа автоматически формирует в таких местах команды включения и выключения резака и встраивает участки подхода и отхода.
Мостики между деталями позволяют обрабатывать несколько деталей без выключения резака. Задание точек перехода траектории от одной детали к другой производится после размещения деталей и учитывается при построении окончательной траектории резака.
Петли обеспечивают качественную обработку углов деталей и могут быть назначены для любого угла.
Назначенная обработка. Для упрощения работы обработка деталей может быть запрограммирована на предварительном этапе с тем, чтобы не повторять одни и те же действия для многократного включения элементов в раскрой.
Обработка вручну ю. Для нестандартных случаев существует возможность построения траектории и задания технологических команд в явном виде.
Подпрограммы обеспечивают структурирование получаемой управляющей программы и позволяют уменьшить объём формируемого текста.
Обработка деталей совмещенным резом. Пары деталей, размещенные на листе на расстоянии ширины реза, могут быть обработаны единым резом без выключения резака. При обработке отдельных деталей достаточно указать контур детали, которая будет обрабатываться первой.
Предварительная пробивка. При обработке листов большой толщины может потребоваться сначала пробить отверсия в листе, а затем выполнить основную обработку. Для подобной предварительной обработки листа может использоваться либо отдельный резак, либо сверло. Программа позволяет выполнить обработку с предварительной пробивкой отверстий. Предусмотрена возможность задания различных способов предварительной пробивки.
Позиционирование над материалом. В некоторых случаях необходимо при переходе от контура к контуру перемещать резак, минуя отделённые от листа детали и отходы. Эта функция необходима при резке поролона. Иногда она требуется при термической резке для предотвращения столкновения резака с вырезанными деталями и отходами. Программа обеспечивает возможность такого позиционирования с учётом заданного расстояния до детали и до края листа.
Автоматическая обработка
Режим автоматической обработки дает возможность максимально упростить программирование обработки большого числа деталей. Программа сама назначает последовательность обхода деталей на листе и выполняет обработку. Различные стратегии обхода деталей обеспечивают соблюдение необходимых условий обработки.

Разделка кромок под сварку
Разделка кромок под сварку может производиться на машинах термической резки, оснащенных трехрезаковыми блоками. В программе предусмотрена возможность обработки деталей как с постоянными, так и с переменными фасками. Постоянная фаска характеризуется постоянством лицевых и тыловых углов и высот по всей длине. Переменная фаска характеризуется равномерным изменением угла и высоты по длине. Программа автоматически встраивает в траекторию движения резака специальные участки - окна вреза в местах включения боковых резаков и петли разворота резаков, которые обеспечивают правильную ориентацию боковых резаков и соблюдение необходимых условий обработки. Положение окон вреза может быть изменено с помощью графического редактора.

Разметка листа
Нанесение разметки на лист может производиться с помощью порошка или керна. Контуры разметки могут храниться в базе данных вместе с деталью. В этом случае разметка оказывается размещенной на листе вместе с деталями. Для программирования работы блока разметки достаточно указать контуры разметки в нужной последовательности. Программа произведет все необходимые переключения и построит траекторию.
Многосуппортовая обработка
На машинах, оборудованных несколькими суппортами, одновременно может вырезаться несколько деталей. Программа обеспечивает автоматическое и ручное размещение деталей с учетом возможностей такого оборудования. При программировании обработки требуемая разводка суппортов выполняется автоматически.
Использование делового отхода
Из неиспользованной части листа формируется деловой отход, который может быть помещен в базу данных для последующего использования.
Документирование
Программа формирует следующие выходные документы:
- карту раскроя листа
- спецификацию раскроя листа
- спецификацию задания на раскрой.
 Как правило, конкретный вид выходных документов определяется традициями предприятия. Генератор отчетов, входящий в Техтран, имеет гибкий механизм настройки формата документов и объема выводимой информации.
Как правило, конкретный вид выходных документов определяется традициями предприятия. Генератор отчетов, входящий в Техтран, имеет гибкий механизм настройки формата документов и объема выводимой информации.
Автоматическая генерация текста
В процессе построения геометрических объектов и проектирования раскроя листа происходит формирование текста программы на языке Техтран. Программа включает в себя всю последовательность произведенных действий и может быть использована при дальнейшей работе. Это позволяет гибко сочетать удобство диалогового режима с преимуществами текстового представления программы, к которым относятся:
- Использование ранее написанных программ и макросов, быстрая их модификация
- Параметризация для типовых деталей
- Использование условных операторов, циклов, арифметических выражений и функций
- Возможность отладки и исправления ошибок
Средства разработки и отладки программ
Система включает набор средств для работы с программой на языке Техтран:
Команды выполнения (выполнить оператор, перейти в макрос, выполнить программу до конца, до курсора и т.п.) позволяют выполнять и отлаживать программу на Техтране. Используя эти команды можно выполнить программу целиком или по частям, приостанавливая процесс для анализа результатов выполнения отдельных операторов.
Средства контроля выполнения дают возможность просматривать значения переменных, использовать графическое окно для визуального контроля объектов программы и просматривать диагностическую информацию, сформированную в ходе выполнения программы.
Получение управляющей программы
Постпроцессор, входящий в состав Техтрана, позволяет формировать управляющие программы для различных станков с ЧПУ по программе обработки детали и данным об оборудовании, включенным в состав системы. Используя программу обработки детали, полученную для одного станка, можно получить УП для любого другого станка из списка оборудования.

Настройка на конкретное оборудование с ЧПУ
Техтран обеспечивает возможность настройки на конкретное оборудование с ЧПУ. Для описания оборудования требуется заполнить паспорт станка и создать модуль станка на специальном языке Техпост. Такой механизм позволяет пользователям самостоятельно учитывать особенности формирования УП, разрабатывая собственные модули на основе уже имеющихся.
Функциональные возможности версии 7:
Режим автоматического размещения с помощью годографа позволяет:
- Разместить детали на листах и деловых отходов произвольной формы
- Дополнительно разместить детали на листах, на которых уже размещены детали, повысив коэффициент использования материала
Проверка обработки
- Контроль зарезания деталей при обработке
- Отслеживание выхода траектории обработки за пределы листа
- Проверка наличия необработанных деталей
Расширенный механизм автоматического формирования контуров делового отхода
Увеличение количество контуров при формировании делового отхода в автоматическом режиме
Объединение смежных фрагментов листов деловых отходов
 |
Пакетная обработка
Реализована пакетная обработка - режим работы, в котором ряд действий автоматически выполняется над раскроями листов. Задача пакетной обработки – выполнить последовательность длительных операций, избавить пользователя от многократного открывания объектов базы данных, тем самым сократить количество рутинной работы и повысить эффективность.
В режиме пакетной обработки могут быть выполнены следующие действия:
- проверка правильности расположения деталей на листе
- автоматическая обработка деталей
- проверка полученной траектории на предмет зарезаний
- получение контуров делового отхода, карт раскроя, управляющих программ, статистики обработки, спецификации раскрое листов
- экспорт деталей и траекторий
Расчёт себестоимости резки деталей
Расчёт позволяет определить стоимость работ за отчетный период. В отчёте формируется себестоимость резки, рассчитанная на основе заполненных пользователем специальных таблиц. Формулы расчета могут быть адаптированы. В оценке стоимости решения учитывается:
- стоимость раскраиваемых листов;
- стоимость делового отхода;
- стоимость лома;
- стоимость шлака;
- стоимость, рассчитываемая на основе:
- общее время обработки (включает амортизацию оборудования и зарплату персонала);
- количество пробивок (включает расход сопел, газов, энергии);
- путь/время резки (включает расход сопел, газов, энергии).
- путь/время холостых ходов (включает расход газов, энергии).
Стоимость вычисляется отдельно для каждого раскроя листа.
Стоимости могут быть просуммированы для спецификации задания на раскрой.
Стоимость может быть распределена по деталям пропорционально их площади и периметру.


Формулы расчёта могут быть адаптированы индивидуально под конкретные требования предприятия.
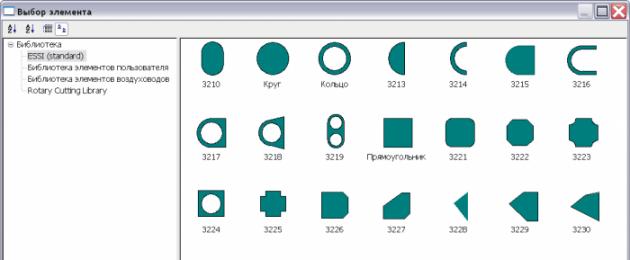
Библиотека элементов воздуховодов
Разработана библиотека элементов воздуховодов состоящая из фасонных частей воздуховодов (поставляется опционально).
|
|

Использование библиотеки позволяет:
- получать развертки деталей с требуемыми характеристиками
- с помощью окна предварительного просмотра подбирать оптимальное сочетание тех параметров, которые не являются фиксированными (например, расположение линии разреза цилиндрического участка).
- включать в деталь дополнительные соединительные элементы - фальцы.
- принимать в расчет толщину листа, чтобы компенсировать деформации его внешней и внутренней поверхностей, возникающие в процессе гибки.
- при необходимости разбивать деталь на несколько фрагментов
- выбирать элементы и назначать геометрические и технологические параметры в диалоговом режиме
- автоматически формировать развёртки с учётом радиуса гиба
- оперативно просматривать и изменять варианты развёрток
- просматривать трёхмерные модели получаемых сочленений
Применение библиотеки элементов воздуховодов позволит:
- сократить время проектирования развёрток
- учитывать технологические особенности соединений элементов
- получить высокую точность построения развёрток
- контролировать геометрию построенных развёрток на этапе проектирования
Импорт файлов dstv (nc)
Импорт позволит передать не только геометрию деталей и её обозначение, но и требуемое для раскроя количество деталей с указанием толщины материала. Программы поддерживающие формат DSTV(NC) - Tekla Structures , Advance Steel, StruCAD.
 |









Экономичный линейный раскрой материалов (раскрой погонажа) актуален для многих отраслей производства и в строительстве. Это — распил бревен и досок в деревообработке, резка прутков, арматурных стержней, уголков, швеллеров, труб, двутавров на заготовки...
В производстве металлоконструкций и машиностроении, поперечный раскрой рулонов с бумагой и тканью в целлюлозной и легкой промышленности.
Не смотря на кажущуюся простоту, решение задач линейного раскроя является весьма не легким, но стоящим делом. Внедрение научного подхода к раскрою погонажных материалов позволяет снизить расходы на них иногда более чем на 10%! Дочитайте статью до конца и убедитесь в правоте этих слов.
Рассматриваемая тема относится к задачам линейного программирования. Для решения таких задач ученые в последние 70 лет придумали несколько различных методов.
Метод индексов Л.В. Канторовича и В.А. Залгаллера при определенном навыке позволяет «вручную» без использования вычислительной техники эффектно выполнять линейный раскрой. Любопытным читателям рекомендую с этим методом ознакомиться, прочитав книгу вышеназванных авторов «Рациональный раскрой промышленных материалов».
Симплекс-метод, основанный на идеях Л.В. Канторовича, был описан и детально разработан рядом ученых из США в середине 20 века. Надстройка MS Excel «Поиск решения» (Solver) использует этот алгоритм. Именно с помощью этого метода и Excel мы будем в этой статье решать задачу линейного раскроя.
Позже появились и получили развитие генетический, жадный и муравьиный алгоритмы. Однако, ограничимся их перечислением и перейдем к делу, не забираясь в дебри теорий (хотя там, «в дебрях», очень интересно).
Включим Excel и на простом примере порезки металлических стержней на детали познакомимся с одним из способов решения практических задач линейного раскроя. Часто математики эту задачу называют «задачей о распиле».
Исходные данные для примера я не стал придумывать, а взял из статьи Покровского М.А. «Минимизация неизбежных потерь материалов в промышленном производстве при их раскрое на штучные заготовки» опубликованной в №5 (май 2015) электронного научно-технического журнала «Инженерный вестник» издаваемого ФГБОУ ВПО «МГТУ им. Н.Э. Баумана» (ссылка: engbul . bmstu . ru / doc /775784. html ).
Цель, которую я преследовал – сравнить полученные результаты решения задачи.
Пример решения задачи линейного раскроя в MS Excel.
Договоримся, что:
1. Заготовки – это исходный материал в виде прутков, полос, стержней и т.д. одинаковой длины.
2. Детали – это элементы, которые необходимо получить, разрезав исходные заготовки на части.
3. Ширина пила, реза, руба принята равной нулю.
Условие задачи:
Для комплектации одного из заказов заготовительный участок должен порубить на комбинированных ножницах из одинаковых прутков-заготовок длиной 1500 мм три типоразмера деталей:
151 штуку длиной 330 мм
206 штук длиной 270 мм
163 штуки длиной 190 мм
Требуется найти оптимальный план раскроя, использующий минимальное количество материала и дающий, соответственно, минимальное количество отходов.
Исходные данные:
1. Длину исходных заготовок L з в миллиметрах записываем в объединенную ячейку
D3E3F3: 1500
2. Присваиваем номера i всем типоразмерам деталей, начиная от самой длинной и заканчивая самой короткой в ячейках
D4; E4; F4: 1; 2; 3
3. Длины деталей L д i в миллиметрах пишем в
D5; E5; F5: 330; 270; 190
4. Количество деталей N д i в штуках заносим в
D6; E6; F6: 151; 206; 163
5. Приступаем к очень важному этапу – заполнению вариантов раскроев.
Необходимо запомнить и понять 2 принципа выполнения этой работы .
1. Длины отходов должны быть меньше самой маленькой детали (0< Lo j < L д min ).
2. «Укладку» деталей в заготовку начинаем с самых больших деталей и с самого большого их количества, последовательно двигаясь в сторону уменьшения.
Если какого-нибудь типоразмера деталей в варианте раскроя нет, то ячейку оставляем пустой, ноль писать не будем для облегчения визуального восприятия таблицы.
Вариант раскроя №1:
Попытка выкроить из одной заготовки 5 деталей №1 невозможна, поэтому пишем в ячейку
Добавить в раскрой деталь №2 или деталь №3 также невозможно, поэтому оставляем пустыми ячейки
Вариант раскроя №2:
Уменьшаем на 1 от предыдущего варианта количество деталей №1 и записываем в
Пробуем добавить 2 детали №2 – не получается, поэтому дополняем в
Остается возможность дополнить раскрой деталью №3. Заносим в
Придерживаясь озвученных принципов, заполняем по аналогии все возможные в данном случае 18 вариантов раскроев.
Сделав пару-тройку таблиц вариантов раскроев самостоятельно, вы уясните логику действий и будете тратить считанные минуты на эту работу.
Если при раскрое не выполняется первый принцип, то ячейка с длиной отхода автоматически окрашивается в красный цвет. Условное форматирование, примененное к ячейкам G7…G24, наглядно поможет вам в этой работе.
В ячейках H7…H24 ничего не пишем! Они используются для вывода результата решения!

Подготовка к решению:
* В ячейках G7…G24 вычисляются длины отходов (обрезков), остающиеся в результате выполнения раскроев, по формуле
Lo j = L з — Σ (L д i * N д ij )
6. Количество деталей каждого типоразмера, изготовленных по всем примененным вариантам раскроя, будут подсчитываться в ячейках D26, E26 и F26 по формуле
N д i расч = Σ (N д ij * N з j )
Количество деталей в найденном в конце решения плане раскроя должно полностью соответствовать заданному количеству деталей!
7. Необходимое число заготовок для выполнения оптимального плана раскроя будет определяться в объединенной ячейке D27E27F27 по формуле
N з расч = ΣNз j
8. Общая длина всех заготовок, необходимых чтобы выполнить линейный раскрой всех деталей будет подсчитываться в объединенной ячейке D28E28F28 по формуле
L з Σ = L з * N з расч
9. Общая длина всех отходов, получаемых при выполнении найденного плана раскроя, будет считаться в объединенной ячейке D29E29F29 по формуле
L о Σ = Σ (L о j * N з j )
10. Доля отходов, полученных при выполнении оптимального плана линейного раскроя от общего количества использованного материала, будет вычисляться в объединенной ячейке D30E30F30 по формуле
Ωo = Lо Σ /Lз Σ
Решение:
Подготовка завершена, определены 18 вариантов наиболее оптимальных раскроев одной заготовки на детали и вписаны все необходимые формулы. Теперь предстоит решить главную задачу: определить оптимальный план раскроя – сколько заготовок, и по каким вариантам раскроев резать , чтобы в итоге получить все необходимые детали в нужном количестве при минимуме отходов.
1. Выбираем в главном меню «Сервис» - «Поиск решения…».
2. В появившемся одноименном окне «Поиск решения» производим настройки.
2.1. Назначаем целевой функцией общую длину отходов Lо Σ и вводим ссылку в окно целевой ячейки.
2.2. Устанавливаем переключатель «Равной:» в положение «минимальному значению».
2.3. Указываем ячейки с переменными Nз j в окне «Изменяя ячейки».
2.4. Вводим ограничения в одноименное окно. В качестве условий указываем необходимость равенства заданного Nд i и расчетного Nд iрасч количества деталей, а так же на переменные Nз j – расчетное количество заготовок по вариантам раскроев – накладываем ограничение: это должны быть целые числа.

3. Нажимаем кнопку «Параметры» и в выпавшем окне «Параметры поиска решения» выполняем настройки так, как показано на следующем скриншоте. Закрываем окно кнопкой «ОК».

4. В окне «Поиск решения» нажимаем кнопку «Выполнить» и ждем, пока Excel найдет решение. Это может длиться несколько минут.

5. После сохранения найденного решения кнопкой «ОК», результаты отобразятся в ячейках H7...H24 на листе Excel.
На следующей картинке показан найденный оптимальный линейный раскройный план.

Что в итоге?
Линейный раскрой в Excel заготовок для задач подобных рассмотренной в этой статье выполняется описанным выше методом за 10-15 минут! «Вручную», не зная метод индексов Канторовича, за такое время решения не найдешь.
Запустив «Поиск решения» несколько раз при разных параметрах поиска, удалось найти 5 различных планов рубки заготовок. Все 5 планов требуют одинаковое число заготовок – 93 и дают отходов всего 2,21%!!! Эти планы почти на 6% лучше, чем план, рассчитанный Покровским и более чем на 10% экономичнее «Традиционного» плана (смотри ссылку на первоисточник в первой части статьи). Очень достойный результат достигнут быстро и без применения дорогостоящих программ.

Следует заметить, что надстройка Excel Solver («Поиск решения»), использующая симплекс-метод при решении задач линейного программирования, может работать не более чем с 200 переменными. В приложении к рассмотренной нами задаче линейного раскроя это означает, что количество раскроев не может превышать 200 вариантов. Для простых задач этого достаточно. Для более сложных задач следует попробовать применить «смесь» «жадного» алгоритма и симплексного метода Solver, отобрав из полного списка раскроев не более 200 самых экономичных. Далее запасаемся терпением и добиваемся результатов. Можно попытаться разбить сложную задачу на несколько простых, но «уровень оптимальности» найденного решения будет при этом, скорее всего, ниже.
Может быть, рассмотренный вариант решения вопросов линейного раскроя и не «высший пилотаж», но однозначно шаг вперед по сравнению с «традиционным» подходом на многих производствах.
Использование надстройки MS Excel «Поиск решения» (Solver) было на блоге уже однажды рассмотрено в статье . Думаю, что этот замечательный инструмент достоин пристального внимания и еще не раз поможет изящно и быстро решить ряд новых нетривиальных задач.
P.S. Ссылки на лучшие из бесплатных программ линейного раскроя, найденных мной в Сети:
http://stroymaterial-buy.ru/raschet/70-raskroy-lineynih-izdeliy.html
http://forum-okna.ru/index.php?app=core&module=attach§ion=attach &attach_id=7508
http://forum.dwg.ru/attachment.php?attachmentid=114501&d=13823277 74
http://www.planetcalc.ru/917/
Программы по последним двум ссылкам реализуют жадные эвристики и выполняют линейный раскрой в задаче из статьи, используя аж целых 103 заготовки. Применение жадных алгоритмов оправдано в случаях необходимости снижения общего времени операции резки при слишком большом количестве вариантов раскроев в более оптимальных планах.
Ниже статьи в блоке «Отзывы» можете написать свои комментарии, уважаемые читатели.
Оптимизация раскроя различных листовых материалов производится в специальных программах, что помогает сделать все верно и сэкономить большое количество времени на выполнении данной задачи. Мы составили небольшой список, в котором отобрали для вас несколько представителей подобного софта.
«Мастер 2» предоставляет пользователям большие возможности не только в составлении проекта раскроя, но и в ведении предпринимательства. Поддерживается многопользовательский режим, присутствует сортировка и систематизация введенной информации, сохраняются данные о материалах и контрагентах.

Реализация склада поможет всегда быть в курсе оставшегося количества материалов. Присутствует распределение на таблицы, где находятся активные заказы, запланированные и архив, администратору доступна вся информация к просмотру и редактированию. «Мастер 2» обладает несколькими сборками, одна из них распространяется бесплатно и доступна к скачиванию на официальном сайте.
Cutting 3
Данный представитель с огромным выбором материалов и деталей больше подходит для индивидуального использования. Раскрой получается хорошо оптимизированным, от пользователя потребуется только ввести необходимые размеры, выбрать материалы и указать дополнительные настройки, если это потребуется.

Cutting 3 предоставляет пользователям возможность использовать файлы других программ, например, реализована загрузка деталей из . Кроме этого поддерживается визуальное оформление.
Астра Раскрой
«Астра Раскрой» максимально упрощает процесс раскроя. От вас только нужно загрузить детали, указать их размеры и дождаться окончания обработки карты раскроя. Поддерживаются сторонние и официальные библиотеки мебели и других объектов, которые подходят для заготовки таким способом.

Рекомендуем обратить внимание на наличие встроенной документации. Она систематизируется и формируется по ходу работы над проектом. Просто перейдите в соответствующую вкладку, когда это будет нужно, и распечатайте любой из составленных документов.
На просторах интернета находится множество программ, выполняющие такие же действия как представители нашей статьи, однако все они копируют друг друга. Мы же постарались отобрать наиболее подходящий и качественный софт.